 English
English русский
русский Español
Español عربى
عربى
جينغشي
جينغشي
جينغشي
جينغشي
جينغشي
جينغشي
جينغشي
جينغشي
جينغشي
محتوى
- 1 لماذا تتطلب الصفائح المعدنية التسوية
- 2 تسوية المطرقة واللهب
- 3 الصحافة واستقامة الصحافة التسوية
- 4 تسوية الأسطوانة: من أدوات فرد الشعر البسيطة إلى الأنظمة الدقيقة
- 5 تسوية التوتر
- 6 تسوية الدرفلة على الساخن والدرفلة على البارد
- 7 التسوية الدقيقة الهيدروليكية: المعيار الصناعي الحديث
- 8 نقالة التسوية
- 9 كيفية اختيار طريقة تسوية الصفائح المعدنية المناسبة
- 10 دمج التسوية في خط إنتاج كامل
تعتبر تسوية الصفائح المعدنية خطوة حاسمة في تصنيع المعادن الحديثة. قبل أن تتمكن أي عملية قطع أو ثني أو لحام أو ختم من تحقيق نتائج متسقة، يجب أن تكون المادة الخام مسطحة بالفعل - وليست مسطحة بصريًا فحسب، بل خالية من الإجهاد ومستقرة الأبعاد. يؤدي اختيار طريقة التسوية الخاطئة إلى رفض الأجزاء وإعادة العمل وفشل العملية النهائية. يغطي هذا الدليل كل طريقة رئيسية لتسوية الصفائح المعدنية، ويشرح القواعد الفيزيائية وراء كل منها، ويمنحك إطارًا عمليًا لاختيار النهج الصحيح بناءً على متطلبات المواد والحجم والدقة لديك.
لماذا تتطلب الصفائح المعدنية التسوية
تترك الصفائح المعدنية الطاحونة على شكل ملف. أثناء اللف، يمتد السطح الخارجي بينما ينضغط السطح الداخلي، مما يحبس الضغوط المتعارضة في البنية الحبيبية للمادة. عندما تقوم مراكز الخدمة بفك الصفائح وتسويتها وقطعها حسب الطول، فإن هذه الضغوط لا تختفي تمامًا، بل تظل محصورة داخل ما يبدو أنه قطعة معدنية مسطحة.
وتصبح المشكلة واضحة بمجرد تطبيق عملية القطع الحراري مثل القطع بالليزر أو البلازما. تحرر الحرارة الضغوط المقفلة، وتلتوي الأجزاء أو تنحني أو تطور موجات الحافة والوسطى. يحدث نفس التشويه بعد التثقيب أو التقطيع الدقيق. حتى الأجزاء المقطوعة ميكانيكيًا تظهر إجهادًا متبقيًا يشوه الهندسة أثناء التشكيل أو اللحام اللاحق.
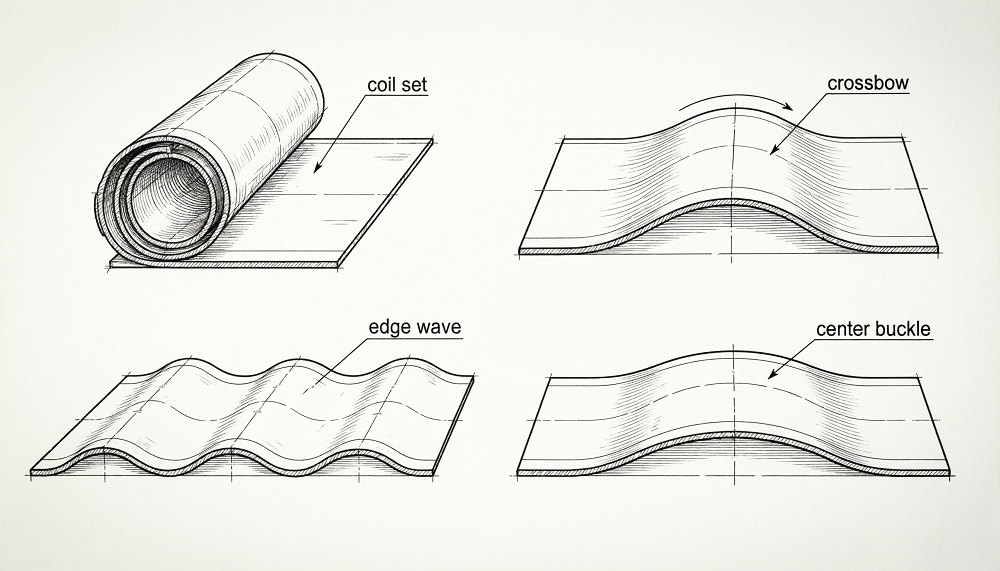
تشمل عيوب التسطيح الشائعة التي يجب أن تعالجها التسوية ما يلي:
- مجموعة لفائف: قوس طولي يتبع اتجاه اللف، ويكون أكثر شدة تجاه قلب الملف.
- القوس والنشاب: قوس عرضي متعامد مع اتجاه التدحرج، مع رفع المركز فوق الحواف.
- موجة الحافة: حواف متموجة ناتجة عن الضغط الانضغاطي في مناطق الحافة بالنسبة للمركز.
- مشبك مركزي: التواء موضعي في منتصف الورقة حيث يكون المركز أطول من الحواف.
- تويست: التشوه القطري عبر سطح الجزء، والذي يحدث غالبًا أثناء القطع أو المعالجة غير المتماثلة.
يحتوي كل نوع من العيوب على ملف تعريف ضغط مختلف، وبالتالي يستجيب بشكل مختلف لكل طريقة تسوية. فهم معايير التسطيح الصفائح المعدنية قبل تحديد عملية التسوية، يمكنك تحديد معيار قبول قابل للقياس وتجنب النزاعات عند التشغيل.
تسوية المطرقة واللهب
التسوية بالمطرقة هي أقدم طريقة لتسوية الصفائح المعدنية ولا تزال قيد الاستخدام حتى اليوم في مواقف محددة حيث تكون تسوية الماكينة غير عملية. يقوم عامل ذو خبرة بضرب الورقة بمطرقة بنمط متعمد، مما يؤدي إلى تمديد المناطق المضغوطة وتخفيف تركيزات الضغط المحلية. تعمل تسوية اللهب على مبدأ ذي صلة: تقوم الشعلة بتسخين منطقة محلية، مما يؤدي إلى التمدد الحراري؛ وعندما تبرد المنطقة وتنكمش، فإنها تسحب المواد المحيطة نحو النقطة الساخنة، مما يؤدي إلى تصحيح الانحناء المحلي.
كلتا الطريقتين تتطلب مهارة كبيرة. تعتمد النتائج بشكل مباشر على قدرة المشغل على قراءة الجزء، والحكم على توزيع الضغط، واستخدام الطاقة المناسبة بالتسلسل الصحيح. لا يوجد عاملان ينتجان نتائج متطابقة، ولا يمكن إعادة إنتاج أي جزء على وجه اليقين. يمكن أن تستغرق القطعة الواحدة من 30 دقيقة إلى عدة ساعات للتسوية، اعتمادًا على شدة التشويه وتعقيد الجزء.

عندما تكون تسوية المطرقة واللهب منطقية
- الهياكل أو اللحامات المجمعة بالفعل والتي لا يمكن أن تمر عبر آلة الأسطوانة.
- أحجام إنتاج صغيرة جدًا بحيث لا تكون تكلفة إعداد الماكينة مبررة.
- الأجزاء ذات الشكل المخصص أو غير المنتظمة التي لا تستطيع أدلة الماكينة استيعابها.
- التصحيح في الموقع للمكونات النهائية حيث يكون تسامح الأبعاد معتدلاً.
بالنسبة لبيئات الإنتاج التي تكون فيها الإنتاجية أو التكرار أو تفاوتات التسطيح الدقيقة أمرًا مهمًا، فإن تسوية المطرقة واللهب غير مناسبة. العامل البشري يجعل من المستحيل ضمان نتائج متسقة عبر الدفعة.
الصحافة واستقامة الصحافة التسوية
تقوم مكبس الاستقامة بدعم الورقة أو اللوحة عند نقطتين ويتم تطبيق قالب تشكيل للضغط على المادة بشكل مسطح بين نقاط الدعم تلك. تستهدف العملية مواقع محددة من الجزء الذي يتركز فيه التشويه. عادةً ما تكون هناك حاجة إلى دورات ضغط متعددة قبل أن يصل الجزء إلى التسطيح المقبول، حيث تقوم كل ضربة ضغط بتصحيح منطقة واحدة مع احتمالية إدخال الضغط في المناطق المجاورة.
يستخدم بعض المصنعين مكابح الضغط كأدوات تسوية مرتجلة، وهو أمر قابل للتطبيق لتصحيح تشوه مرئي واحد ولكنه لا يعالج الضغط الداخلي الموزع. توفر مكبس الاستقامة المخصص تحكمًا أفضل من مكبس الضغط المُعاد استخدامه للتسوية ولكنه لا يزال غير قادر على مطابقة الإنتاجية أو عمق تخفيف الضغط للنظام القائم على الأسطوانة.
عادةً ما يستغرق تسوية قطعة واحدة باستخدام مكبس التسوية ما يصل إلى 60 دقيقة ويتطلب متخصصًا ماهرًا لتفسير سلوك الجزء بين الضربات. تصبح هذه الطريقة أكثر عملية بالنسبة للألواح التي يزيد سمكها عن 50 مم، حيث قد تفتقر أدوات التسوية الأسطوانية إلى القدرة الميكانيكية، وللإنتاج منخفض الحجم حيث لا يكون هناك ما يبرر الاستثمار في الماكينة.
القيود التي يجب مراعاتها
- لا يمكن معالجة الإجهاد الداخلي الموزع — فقط العيوب الهندسية المرئية في نقاط منفصلة.
- يتطلب خطر الارتداد الربيعي دورات ضغط متكررة وأوقات دورات ممتدة.
- يعتمد بشكل كبير على حكم المشغل، مما يجعل التكرار بين المشغلين متغيرًا.
- غير مناسب للصفائح المعدنية الرقيقة - يؤدي تركيز الحمل المحلي العالي إلى خطر تلف السطح أو وضع علامات دائمة.
تسوية الأسطوانة: من أدوات فرد الشعر البسيطة إلى الأنظمة الدقيقة
تسوية الأسطوانة هي طريقة تسوية الصفائح المعدنية الصناعية الأكثر استخدامًا. تمر الورقة عبر سلسلة من البكرات المتداخلة التي تعرضها لانحناءات متناوبة ذات سعة متناقصة تدريجيًا. يعيد هذا التشوه المتكرر للبلاستيك المرن توزيع الضغوط الداخلية عبر المقطع العرضي ويدفع المادة نحو حالة مسطحة موحدة ومخففة من الإجهاد.
تتبع الفيزياء الأساسية موجة جيبية متناقصة: يطبق طرف الدخول أكبر إزاحة انحناء، وكل زوج بكرات متتالي يقلل من الإزاحة حتى تخرج المادة في حالة إجهاد شبه محايدة. تعتمد فعالية العملية على ثلاثة متغيرات مترابطة: قطر الأسطوانة، درجة الأسطوانة (التباعد من المركز إلى المركز)، وعمق الضغط (الاختراق) .
أدوات تسوية الأسطوانة البسيطة (أدوات فرد الشعر)
تستخدم أدوات تمليس الشعر البسيطة ما لا يقل عن سبع بكرات بأقطار كبيرة نسبيًا ومسافات واسعة. يتعاملون مع ألواح أكثر سمكًا ونطاق سمك محدود. نظرًا لعدم دعم البكرات بشكل فعال ضد الانحراف تحت الحمل، فإنها تنحني تحت الضغط، مما ينتج عنه انحناء غير متساوٍ عبر عرض الورقة. تعتبر نتائج التسطيح كافية للتطبيقات الهيكلية العامة ولكنها غير كافية للتصنيع الدقيق. غالبًا ما يتطلب الأمر تمريرات متعددة عبر الماكينة، ولا تزال العملية تعتمد على خبرة المشغل لضبط الأسطوانات بشكل صحيح.
أدوات تسوية متعددة الأسطوانات دقيقة
تضيف أدوات التسوية الدقيقة بكرات وسيطة ودعمية خلف بكرات العمل لمنع الانحراف تحت الحمل. وهذا يسمح بأقطار أصغر لأسطوانة العمل ودرجة إحكام أكبر، مما يزيد من عدد دورات الثني لكل وحدة طول للورقة ويحسن قدرة الماكينة على تصحيح عيوب الموجة القصيرة مثل موجات الحافة والأبازيم المركزية. يمكن للأنظمة الدقيقة تحقيق قيم التسطيح 0.1 مم/م أو أفضل - متطلبات شفرات المنشار، ومكونات الختم الدقيقة، وتجميعات الصفائح المعدنية ذات التحمل الدقيق.
بالمقارنة مع الطرق اليدوية، فإن تسوية الأسطوانة تقلل بشكل كبير من وقت الدورة. يمكن معالجة الجزء الذي يتطلب 10 دقائق من الضغط على الفرامل أو تسوية المطرقة يدويًا في أقل من دقيقة واحدة على أداة تسوية أسطوانية دقيقة، مما يؤدي إلى تخفيضات قابلة للقياس في التكلفة في العمليات ذات الحجم الكبير.
ماكينة اللف (أنظمة ثلاثية الأسطوانات)
أبسط تكوين يعتمد على الأسطوانة يستخدم ثلاث بكرات أوفست. تنحني الورقة حول البكرات أثناء مرورها، وتكرر العملية حتى يصبح التسطيح مقبولاً. هذا الأسلوب فعال فقط للأجزاء ذات عيوب التسطيح البسيطة والموحدة. إنه لا يعالج الإجهاد الداخلي ويتطلب تكرارات متعددة لأي مادة ذات تشويه كبير. إنه مناسب بشكل أفضل لورش العمل التي تتعامل مع تصحيحات انحناء الضوء بمستوى صوت منخفض.
تسوية التوتر
تعمل تسوية الشد على تمديد الورقة طوليًا عن طريق سحبها بين بكرتين شد حتى يتجاوز الضغط المطبق قوة خضوع المادة. نظرًا لأن الورقة تخضع بشكل موحد عبر مقطعها العرضي، فإن فرق الضغط بين المناطق المضغوطة والمتوترة سابقًا ينهار، وتخرج المادة في حالة مسطحة ومنخفضة الإجهاد المتبقي.
تجمع العديد من أنظمة تسوية الشد الصناعية بين ثني الأسطوانة والشد بطريقة هجينة: تمر الورقة أولاً عبر بكرات الثني لإعادة توزيع الضغط الإجمالي، ثم تخضع للشد لتحقيق التسطيح النهائي وتوحيد السمك. يعد هذا المزيج فعالًا بشكل خاص بالنسبة للفولاذ عالي القوة والمواد الرقيقة جدًا حيث تكافح أنظمة الأسطوانة فقط لتطبيق الانحناء الكافي دون حدوث ضرر عند ملامسة السطح.
أفضل التطبيقات لتسوية التوتر
- ورقة رقيقة جدًا ورقائق معدنية حيث لا تزال أقطار الأسطوانة الصغيرة تحدد السطح.
- درجات فولاذية عالية القوة مع نسب خضوع إلى شد قريبة من 1.0، والتي يصعب ثنيها دون الضغط الزائد.
- خطوط معالجة الملفات حيث تعمل المواد بشكل مستمر ويكون التحكم في التوتر بالفعل جزءًا من بنية الخط.
- التطبيقات التي يكون فيها توحيد السُمك عبر العرض أمرًا بالغ الأهمية مثل التسطيح.
العيب هو التعقيد وتكلفة رأس المال. تتطلب تسوية التوتر تحكمًا دقيقًا في بكرات الشد ومعايرة دقيقة لتجنب إدخال إجهاد طولي جديد نتيجة السحب غير المتساوي. إنه أقل عملية للتسوية جزء بجزء بعد القطع ويستخدم بشكل أساسي في بيئات معالجة الملفات.
تسوية الدرفلة على الساخن والدرفلة على البارد
تعمل تسوية الدرفلة على البارد على تمرير الصفائح من خلال بكرات عند درجة حرارة الغرفة أو بالقرب منها، مما يؤدي إلى ضغط عالٍ يؤدي إلى تشويه المادة من الناحية البلاستيكية. لا تقوم هذه الطريقة بتصحيح التسطيح فحسب، بل تعمل على تحسين تشطيب السطح وزيادة الخواص الميكانيكية - حيث ترتفع الصلابة وقوة الشد بسبب تصلب العمل. ويكون ذلك مناسبًا عندما تكون جودة السطح متطلبًا أساسيًا، كما هو الحال بالنسبة لفراغات لوحة هيكل السيارة أو الركائز الهندسية الدقيقة. القيد هو أن الدرفلة على البارد تقتصر على مقاييس أرق. تتطلب الصفائح السميكة جدًا قوة مفرطة، ويمكن أن يؤدي تأثير تصلب العمل إلى تقليل الليونة إلى النقطة التي يتأثر فيها التشكيل في اتجاه مجرى النهر.
تعمل تسوية الدرفلة على الساخن على تسخين الورقة فوق درجة حرارة إعادة البلورة قبل تمريرها عبر بكرات التسوية. تقلل درجة الحرارة المرتفعة من قوة الخضوع وتزيد من الليونة، مما يجعل تشوه الصفائح السميكة أسهل بكثير. تعمل الحرارة أيضًا على تسريع عملية تخفيف التوتر. يعد هذا النهج قياسيًا في معالجة الفولاذ الأولي وإنتاج الألواح المخصصة لبناء السفن. تكلفة الطاقة للتدفئة هي العيب التشغيلي الأساسي، والمعالجة الحرارية يمكن أن تغير البنية المجهرية للمادة بطرق تتطلب التحقق بعد العملية للتطبيقات الحساسة للمواصفات.
التسوية الدقيقة الهيدروليكية: المعيار الصناعي الحديث
تمثل التسوية الدقيقة الهيدروليكية أحدث ما توصلت إليه تقنية تسوية الصفائح المعدنية لبيئات الإنتاج. على عكس أدوات التسوية الأسطوانية الميكانيكية حيث يتم تثبيت قوة الضغط عن طريق ضبط المسمار، أ آلة التسوية الهيدروليكية يستخدم أسطوانات هيدروليكية ذات حلقة مغلقة للتحكم في قوة الضغط وفجوة الأسطوانة ديناميكيًا عبر العرض الكامل للورقة. يتيح ذلك للنظام الحفاظ على طاقة ثني متسقة حتى مع اختلاف سمك المادة أو قوة الخضوع أو درجة الحرارة داخل دفعة الإنتاج.

يظل مبدأ العمل هو الانحناء المرن للبلاستيك بالتناوب، لكن دقة المحرك الهيدروليكي تفتح إمكانيات لا يمكن للأنظمة الميكانيكية مضاهاتها:
- مجموعة واسعة من المواد: يمكن للأنظمة الهيدروليكية معالجة المواد بدءًا من رقائق النحاس فائقة النحافة مقاس 0.1 مم إلى لوح سميك من سبيكة خاصة مقاس 60 مم داخل عائلة ماكينة واحدة، والتبديل بينها من خلال الوصفات المخزنة.
- التحكم النشط في التاج: يتم ضبط بكرات الدعم الموجودة خلف بكرات العمل هيدروليكيًا من منطقة إلى أخرى، لتعويض انحراف الأسطوانة تحت الحمل وضمان الانحناء المتسق عبر الصفائح العريضة - وهو أمر بالغ الأهمية للتخلص من موجات الحافة والأبازيم المركزية في وقت واحد.
- عملية متكررة تعتمد على الوصفة: يتم تخزين المعلمات الخاصة بالمادة (القوة، والاختراق، والسرعة) واسترجاعها تلقائيًا، مما يؤدي إلى التخلص من تباين الإعداد المعتمد على المشغل عبر الورديات.
- التعامل مع المواد المثقبة والمعالجة بالحرارة: يتيح التحكم المتقدم في ضغط الأسطوانة لكل منطقة استطالة انتقائية عبر العرض، مما يجعل من الممكن تسوية المواد التي تهزم الأنظمة الأبسط - الصفائح المثقبة، والفراغات المعالجة بعد الحرارة، واللوحة عالية قوة الشد.
يكمن الاختلاف الرئيسي بين تصميمات أدوات التسوية الهيدروليكية في بنية التحكم. إن التحكم في الضغط الهيدروليكي وحده لا يعادل التحكم في الحلقة المغلقة في موضع الأسطوانة أو قوة الأسطوانة. إن ردود الفعل على الموضع والقوة - عبر المقاييس الخطية وخلايا التحميل - هي ما يتيح إمكانية التكرار اليومي في مواجهة انحراف درجة حرارة الزيت، وتغير استجابة الصمام، والتآكل التدريجي للمكونات. الآلات التي تعتمد على التحكم في الضغط وحده لن تنتج نتائج متسقة إلا ضمن نطاق تشغيل ضيق.
بالنسبة لعمليات الإنتاج بالجملة في مكونات السيارات، والصفائح المعدنية الدقيقة، وأجزاء المصاعد، وشفرات المنشار، ومرفقات الإلكترونيات، فإن التسوية الدقيقة الهيدروليكية هي الطريقة التي تجعل ضمانات التسطيح على مستوى الإنتاج قابلة للتحقيق والتحقق منها. اكتشف المجموعة الكاملة من تطبيقات الصناعة حيث توفر التسوية الدقيقة تحسينًا قابلاً للقياس في العملية.
نقالة التسوية
تستخدم تسوية النقالة المشابك الهيدروليكية للإمساك بالصفيحة من كلا الطرفين وسحبها في اتجاهات متعددة في وقت واحد حتى تتم معادلة الضغوط الداخلية من خلال الخضوع الموحد عبر المقطع العرضي الكامل. على عكس تسوية التوتر في خطوط معالجة الملفات، تعمل تسوية النقالة على صفائح أو ألواح مقطوعة فردية وهي مصممة للمواد التي تحتاج فيها تدرجات الإجهاد الطولية والعرضية إلى تصحيح في عملية واحدة.
تحقق هذه الطريقة تسطيحًا ممتازًا وتخفيف الضغط المتبقي ولكنها أبطأ من تسوية الأسطوانة المستمرة أو التوتر وهي مناسبة بشكل أفضل للتطبيقات ذات القيمة العالية والمنخفضة الحجم مثل لوحة الطيران أو الفراغات الهيكلية السميكة أو صفائح السبائك المتخصصة حيث تبرر تكلفة الجزء وقت الدورة الأطول. فهو يتطلب معايرة دقيقة: فالتمدد غير الكافي يترك إجهادًا متبقيًا؛ يؤدي التمدد المفرط إلى تغيير الأبعاد والخصائص الميكانيكية بشكل دائم.
كيفية اختيار طريقة تسوية الصفائح المعدنية المناسبة
يتم تحديد طريقة التسوية الصحيحة من خلال مجموعة من خصائص المواد وحجم الإنتاج ومتطلبات التسطيح وهندسة الأجزاء. يلخص الجدول التالي معايير الاختيار الرئيسية عبر جميع الطرق الرئيسية.
| الطريقة | نطاق السماكة | ملاءمة الحجم | جودة التسطيح | تخفيف التوتر | حالة الاستخدام النموذجية |
|---|---|---|---|---|---|
| المطرقة / اللهب | أي | 1-5 قطع | منخفض / متغير | جزئي (محلي فقط) | اللحامات والإصلاح في الموقع |
| استقامة الصحافة | > 50 ملم نموذجي | دفعة صغيرة | معتدل | جزئي (تصحيح النقطة) | لوحة سميكة، تشوه واضح |
| مستوي الأسطوانة البسيط | متوسطة - سميكة | متوسط | معتدل | محدودة | اللوحة الهيكلية العامة |
| أداة تسوية الأسطوانة الدقيقة | رقيقة-متوسطة | عالية | عالية (≤ 0.5 mm/m) | جيد | الختم، والتحضير للقطع بالليزر |
| تسوية التوتر | رفيع جدًا - قوة عالية | عالية (coil line) | عالية جدا | ممتاز | AHSS، احباط، معالجة لفائف |
| التسوية المتداول الباردة | رقيقة | عالية | عالية جدا | جيد | ألواح جسم السيارة، الأجزاء الدقيقة |
| التسوية المتداول الساخنة | لوحة سميكة | عالية (mill-scale) | معتدل–high | جيد | الفولاذ الهيكلي، لوحة بناء السفن |
| التسوية الدقيقة الهيدروليكية | 0.1 ملم – 60 ملم | عالية | عالية جدا (≤ 0.1 mm/m) | ممتاز | صناعة دقيقة، إنتاج مواد مختلطة |
| نقالة التسوية | متوسطة - سميكة | منخفض – متوسط | عالية جدا | ممتاز | لوحة الفضاء، والسبائك المتخصصة |
منطق الاختيار العملي
ابدأ بالمواد الخاصة بك. إذا قمت بمعالجة مجموعة واسعة من السبائك والسماكات في منشأة واحدة، فإن التسوية الدقيقة الهيدروليكية هي الطريقة الوحيدة التي تتعامل مع الطيف الكامل بالاتساق القائم على الوصفة. إذا كانت عمليتك مقتصرة على عائلة مادة واحدة بكميات كبيرة، فقد تكون أداة تسوية الأسطوانة الدقيقة المُحسّنة لتلك النافذة أكثر فعالية من حيث التكلفة. بالنسبة للرقائق الرقيقة جدًا أو الفولاذ المتقدم عالي القوة في خط ملف مستمر، فإن تسوية التوتر توفر النتائج الأكثر اتساقًا. لإجراء تصحيحات عرضية للألواح السميكة أو إعادة صياغة اللحام، تظل المكبس أو مكبس الاستقامة هو الخيار العملي.
ثم فكر في العمليات النهائية الخاصة بك. إذا كانت اللوحة المسطحة سيتم قطعها بالليزر، فإن مستوى الضغط المتبقي بعد التسوية مهم بقدر أهمية التسطيح الهندسي - فالقطع الحراري سوف يحرر أي ضغط متبقي. إذا تم ختمها أو تشكيلها بدقة، فإن تجانس التسطيح عبر العرض هو المتطلب السائد. إن تحديد حساسية المصب قبل تحديد الطريقة يضمن أن خطوة التسوية تحل المشكلة فعليًا بدلاً من مجرد تحريكها.
للحصول على مقارنة أعمق بين التقنيات وتكوينات المعدات، دليل على تقنيات تسوية المعادن يغطي تفاصيل إضافية على مستوى الأداة لكل نهج.
دمج التسوية في خط إنتاج كامل
في تصنيع الصفائح المعدنية الحديثة، نادرًا ما تعمل التسوية كخطوة معزولة. يأتي أعلى عائد على استثمار التسوية عندما يتم دمج آلة التسوية في خط إنتاج متصل - مرتبط بآلة التفكيك في المراحل الأولية، ونظام القطع أو الختم في المراحل النهائية، ونظام بيانات مركزي يسجل معلمات المواد، وإعدادات القوة، ونتائج التسطيح من أجل إمكانية التتبع.
إن معالجة المواد القائمة على الوصفة هي الآلية العملية: عندما يتغير معرف المادة، يتغير برنامج التسوية تلقائيًا، مما يلغي وقت الإعداد اليدوي وخطر تشغيل المعلمات الخاطئة على سبيكة أو سمك جديد. تعمل ردود الفعل الخاصة بالفحص النهائي - حيث يتم استخدام نتيجة قياس الاستواء لتحسين دورة التسوية التالية - على إغلاق الحلقة وتمكين التحسين المستمر دون تدخل المشغل.
بغض النظر عن طريقة التسوية المختارة، يجب مراقبة سلامة السطح إلى جانب التسطيح. إن وضع علامات على الأسطوانات والالتقاط من الأسطوانات الملوثة والخدوش الدقيقة على السبائك الحساسة مثل الألومنيوم أو النحاس هي أسباب رفض تظهر بعد التسوية وليس خلالها. إن نظام الصيانة - تنظيف الأسطوانة، وتنظيف الزيت، ومعايرة المستشعر، والتحقق الدوري من الهندسة - هو الممارسة التشغيلية التي تحافظ على اتساق نتائج التسوية مع مرور الوقت.
بالنسبة للمصنعين الذين يقومون بتقييم حلول التسوية الدقيقة الهيدروليكية لدمجها في خطوط الإنتاج الخاصة بهم، فإن نظرة عامة على التطبيق يوفر إرشادات التكوين حسب الصناعة ونوع المادة.




